ЅйЙЬБЛЛЬБПЖїґµЛЬДЈѕЯµДёЯЛЩПіПчјУ№¤µД№¤ТХ№ж»®Ј¬°ьАЁЧЯµ¶В·ПЯµД№ж»®ЎўМъПч·ЅКЅµДСЎ¶ЁЎўПіПчПа№ШІОКэµДИ·¶ЁЎў±нГжЦКБїµД№АЛгЈ¬ІўК№УГCatiaИнјю¶ФХыёцјУ№¤№эіМЅшРРБЛРйДвКµПЦЈ¬ОЄХжКµјУ№¤ЧцєГЗ°ЖЪЧј±ёЈ¬јмІйјУ№¤їЙДЬ·ўЙъµДОКМвЈ¬ЙъіЙКэїШ»ъґІРиТЄµДNCґъВлЎЈ
ЎЎЎЎТ»ЎўТэСФ
ЎЎЎЎ±ѕОДТФёЯЛЩПіПчјУ№¤ТыБПЖїґµЛЬДЈѕЯОЄАэЈ¬ЛµГчёЯЛЩПіПчјУ№¤ФЪДЈѕЯЦЖФмЦРµДУ¦УГЎЈТыБПЖїґµЛЬДЈѕЯёЯЛЩПіПчЛщІЙУГµД»ъґІКЗµВ№ъєЈµЗєЈУўОеЦбКэїШјУ№¤ЦРРДЈ¬ЖдёЯЛЩµзЦчЦбЧоёЯЧЄЛЩОЄ24000r/min;ІЙУГёЯѕ«ГЬµД№цЦйЛїёЬёЯЛЩЅшёшПµНіґп10-25m/minЈ¬јУЛЩРФДЬЧоёЯїЙґп(0.5-1)g(g=9.8m/S2>;ІЙУГєЈµЗєЈУўїШCatiaПµНі;Ед±ёCatiaИнјюѕЯУРµДCAD/CAM№¦ДЬЈ¬їЙ¶ФТСУРИэО¬МеРНБгјюЧФ¶Ї±аіМЙъіЙ CNCґшВлЈ¬ѕ№эККµ±єуґ¦АнјґїЙУГУЪјУ№¤ЎЈ±ѕјУ№¤јґФЪCakiaИнјюЖЅМЁПВКµПЦЎЈ
ЎЎЎЎ¶юЎўЛЬБПЖїґµЛЬДЈѕЯµДФмРН
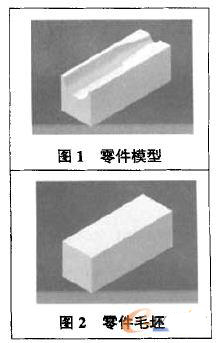
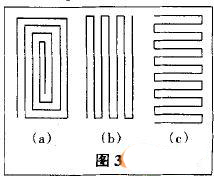
ЎЎЎЎБгјюµДCADЅЁДЈКЗЅ«ЖдУГУЪјУ№¤µД±ШТЄЗ°МбЈ¬¶ФУЪґэјУ№¤µДБгјюЈ¬РиТЄЅЁБўБгјюГ«ЕчєНБгјюКµМеБЅёцКµМеЎЈЅшИлCatiaµДMechanicDesignµДPart DesignДЈїйЅшРРКµМеФмРНЎЈЅЁБў72x70x200µДі¤·ЅМеГ«ЕчЈ¬ЅУЧЕІЙУГ»ШЧЄЗРіэМШХчЗРіцЛЬБПЖї»ШЧЄ±нГж¦Х60x120-¦Х24x10Ј¬ИзНј1ЛщКѕ;јМРшЅЁБўБгјюГ«Еч72x70x200,ИзНј2ЛщКѕЎЈ
ЎЎЎЎНкіЙБгјюЅЁДЈєуЈ¬јмІйГ«ЕчКЗ·сККєПБгјюЈ¬°СГ«ЕчєНБгјюІеИлПаН¬µДЧш±кПµЈ¬±ЈЦ¤Г«ЕчДЬНкИ«ЦШєПЎЈ
ЎЎЎЎИэЎўЛЬБПЖїґµЛЬДЈѕЯµДјУ№¤№¤ТХ№ж»®
ЎЎЎЎ1Ўў№¤ТХ·ЦОцј°µ¶В·РОКЅ
ЎЎЎЎјУ№¤БгјюОЄТ»ѕЯУРёґФУРНГжµД№¤јюЈ¬ФІЦщФІЧ¶ј°ЖдБ¬ЅУµ№ФІГжѕщУРЅПґуµДЗРПчБїЈ¬№К¶ФјУ№¤№эіМ·ЦИэµА№¤РтЈє
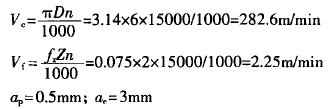
ЎЎЎЎ(1)ґЦПіЈ¬ЦчТЄДїµДКЗЗРіэґуБїІДБПЈ»№КУ¦СЎУГЅПґуµДЗРПчЅшёшБїЈ¬УЙУЪЗРПч№эіМЦРЗРПчБ¦ЅПґуУ¦ІЙУГЛіПіЈ¬µ¶В·№ж»®ОЄ·ЦІгПтДЪВЭРэ(Inside Spiral)ПіПчјУ№¤ИзНј3(a)ЛщКѕЎЈІЙУГПтДЪВЭРэµ¶В·Ј¬ФЪЗРПчК±їЙТФ±ЬГвЧЯїХіМЈ¬К№µГХыёцЧЯµ¶В·іМЧо¶МЈ¬јхЙЩјУ№¤ёЁЦъК±јдЈ¬Н¬К±ТІїЙ±ЈЦ¤ПіПчјУ№¤КјЦХОЄАыУЪЗРПчµДЛіПі·ЅКЅЎЈ
(2)°лѕ«ПіЈ¬ЦчТЄДїµДКЗЗРіэґЦПіФміЙµДН№МЁЈ¬ОЄѕ«јУ№¤ЧцЧј±ё;ґЦПі№эіМЦРІЙУГµД·ЦІгПтДЪВЭРэПіПчјУ№¤Ј¬УЙУЪЗтН·Піµ¶ЧФЙн°лѕ¶Ј¬№КІ»їЙ±ЬГвЅ«УРТ»Ії·ЦІДБПОґ±»ЗРПчµф¶шІъЙъН№Ж𣬱ѕјУ№¤№¤РтЦчТЄДїµДѕНКЗЗРіэµфХвР©Н№ЖрЈ¬ОЄґЛµ¶В·№ж»®ОЄНщёґ(Zig-Zag)ПіПчјУ№¤Ј¬Нщёґ·ЅПтОЄСШЛЬБПЖїЦбПЯ·ЅПтЈ¬ИзНј3(b)ЛщКѕ:ІЙУГНщёґµ¶В·Ј¬ФЪЗРПчК±їЙТФ±ЬГвЧЯїХіМЈ¬јхЙЩјУ№¤ёЁЦъК±јдЈ¬Н¬К±їЙ±ЈЦ¤ПіПчјУ№¤µДЦКБїЎЈ
ЎЎЎЎ(3)ѕ«ПіЈ¬ЦчТЄДїµДКЗМъПчјУ№¤іцЛщРиТЄµДРНГжЈ¬±ЈЦ¤ґпµЅТЄЗуµДіЯґзЎўРОЧґЎўО»ЦГѕ«¶ИєН±нГжЦКБї;ѕ«Пі№эіМОЄґпµЅґЦІЪ¶ИµДТЄЗуЈ¬ІЙИЎµ¶В·Ѕ»ІжµДФФтСЎФсѕ«ПіјУ№¤µ¶В·Ј¬Тт°лѕ«Піµ¶В·ОЄСШЛЬБПЖїЦбПЯЈ¬№К±ѕµА№¤Ртµ¶В·СЎФсСШЛЬБПЖїѕ¶ПтЈ¬ХвСщ±ѕ№¤РтµДµ¶В·Ул°лѕ«ПіµАВ·НкИ«ґ№Ц±Ј¬їЙґпµЅЧоєГИҐіэ±нГжН№µгµДР§№ыЎЈІЙУГµДµ¶В·№ж»®ОЄСШѕ¶ПтµДНщёґ(Zig-Zag)ПіПчјУ№¤Ј¬ИзНј3(c)ЛщКѕЎЈ
ЎЎЎЎ2Ўўµ¶ѕЯСЎФсЎўЗРПчІОКэµДСЎ¶Ёј°јУ№¤УаНЇµДИ·¶Ё
ЎЎЎЎ¶ФУЪІ»Н¬µД№¤РтРиТЄСЎФсІ»Н¬µДµ¶ѕЯј°єПККµДПіПчјУ№¤ІОКэЎЈ
ЎЎЎЎґЦПіЈ¬СЎУГЦ±ѕ¶ОЄ6mmµДЗтН·Піµ¶Ј¬Піµ¶іЭКэОЄZ=2Ј¬ІЙУГ·ЦІгЛіПіµДјУ№¤·ЅКЅЈ¬ГїІгПіПчБїОЄap=O.Smm,ЧФНвПтАпВЭРэЧЯµ¶Ј¬ЦчЦбЧЄЛЩОЄn=15000r/minЈ¬ЅшёшЛЩ¶Иf=0.075mm/zЈ¬јУ№¤УаБїОЄlmmЎЈ
ЎЎЎЎУЙЙПКцМхјюјЖЛгµГЈє
ЎЎЎЎТтОЄКЗґЦјУ№¤№КІ»јЖЛгТтјУ№¤ІъЙъµДІРБфёЯ¶ИЎЈ
ЎЎЎЎ°лѕ«ПіЈ¬ИФСЎУГЦ±ѕ¶ОЄ6mmµДЗтН·Піµ¶Ј¬ІЙУГАґ»ШНщёґПіПчµДјУ№¤·ЅКЅЈ¬ЧЯµ¶В·ПЯОЄЎ°Z"ЧЦРОВ·ПЯЈ¬ЦчЦбЧЄЛЩn=12000r1minЈ¬ЅшёшЛЩ¶Иf=0.04mm/zЈ¬ЧЯµ¶РРѕаbr=2mmЎЈ
ЎЎЎЎѕ«ПіЈ¬СЎУГЦ±ѕ¶ОЄ4mmµДЗтН·Піµ¶Ј¬Піµ¶іЭКэZ=2,ІЙУГАґ»ШНщёґПіПчµДјУ№¤·ЅКЅЈ¬ЧЯµ¶В·ПЯОЄЎ°Z"ЧЦРОґ№Ц±УЪ°лѕ«ПіµДВ·ПЯЎЈЦчЦбЧЄЛЩrz=15000r1minЈ¬ЅшёшЛЩ¶Иfx=0.04mm/zЈ¬ЧЯµ¶РРѕаbr=mmЈ¬јУ№¤ФКРнОуІоОЄ
ЎЎЎЎ0.08mmЎЈРнОуІо0.08mmЈ¬№КЙПКцјУ№¤№¤ТХНкИ«ВъЧгјУТ»ТЄЗуЎЈ
ЛДЎўЛЬБПЖїґµЛЬДЈѕЯµДCAMіМРт±аЦЖ
ЎЎЎЎ1Ўў»ъґІµДСЎФсєНПа№ШІОКэµДЙиЦГ
ЎЎЎЎНкіЙЙПКц№¤ТХ№эіМµД№ж»®єуЈ¬Ѕ«јМРшЅшРРCAMјУ№¤·ВХжЈ¬¶шЅшИЛјУ№¤»·ѕієуКЧПИТЄИ·¶ЁµДѕНКЗ»ъґІµДСЎУГЎЈ±ѕАэЦРґЦПіКфУЪ2.5ЦбБЄ¶ЇЈ¬°лѕ«ПієНѕ«ПіКфУЪ3ЦбБЄ¶ЇЈ¬ТтґЛСЎУГ5ЦбБЄ¶ЇµДHeidenhainјУ№¤ЦРРДїП¶ЁДЬ№»ВъЧгјУ№¤ТЄЗуЈ¬Йи¶ЁЖдјУ№¤Чш±кПµУ빤јюФмРНЧш±кПµЦШєПЎЈЙиЦГјУ№¤БгјюЎўГ«ЕчЎўНЛµ¶°ІИ«ГжЎў№¤јюЧ°јР¶ЁО»·¶О§µИЎЈ
ЎЎЎЎ2Ўў±аРґCAM№¤ТХ№жіМІЩЧч
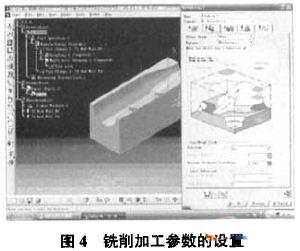
ЎЎЎЎ°ґЙПКц№¤ТХ·ЦОцЦРґЦПіЎў°лѕ«ПіЎўѕ«ПіСЎ¶ЁµД№¤ТХІОКэЙиЦГјУ№¤№эіМЈ¬Н¬К±РиТЄСЎ¶ЁјУ№¤ГжЎў·ЗјУ№¤ГжЎў±ЬИГГжј°ЗРПчјУ№¤·¶О§ПЯЈ¬ИзНј4ЛщКѕЎЈ
ЎЎЎЎ°ґЙПКцТЄЗуНкіЙґЦПіЎў°лѕ«ПіЎўѕ«ПіИэµАјУ№¤№¤РтµДЙиЦГєујґїЙТФИГјЖЛг»ъЧФ¶ЇјЖЛ㵶·№мјЈЎЈ
ЎЎЎЎ3Ўўµ¶В·№мјЈµДјЖЛгј°·ВХж
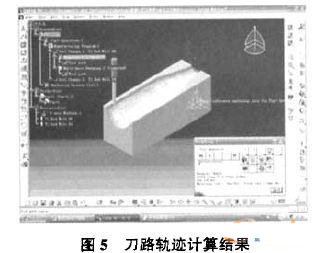
ЎЎЎЎ¶ФЙПГжЙи¶ЁµДІЩЧчјЖЛ㵶·Ј¬µҐ»чСЎЦРРиТЄЅшРР№мјЈјЖЛгµДјУ№¤№¤РтЈ¬°ґПВTool Path ReplayНј±кЈ¬јґїЙЅшРРµАВ·µДјЖЛгЈ¬Н¬К±јЖЛгіцАґµД»№°ьАЁёГ№¤Рт»ъРµјУ№¤К±јдєНЧЬµДјУ№¤УГК±јдЈ¬јЖЛгЅб№ыИзНј5ЛщКѕЎЈ
ЎЎЎЎ°ґПВ·ВХжНј±кјґїЙЅшРРКэїШјУ№¤·ВХжСЭКѕЎЈ
ЎЎЎЎґЦПіЈєјУ№¤К±јдtґЦm=7min13sЈ¬ЧЬК±јдtґЦ=7min20s
ЎЎЎЎ°лѕ«ПіЈєјУ№¤К±јдt°лm=5min4lsЈ¬ЧЬК±17tґЦ=5min50s
ЎЎЎЎѕ«ПіЈєјУ№¤К±јдtґЦ=23 min53sЈ¬ЧЬК±IЛѕt}¶ю24min4s
ЎЎЎЎЧЬјЖјУ№¤К±јдT=tґЦ+t°л+tѕ«=37min14s
ЎЎЎЎ4ЎўЙъіЙКэїШјУ№¤NCґъВл
ЎЎЎЎХыёцµ¶ѕЯ·ВХжНкіЙєујґїЙЙъіЙКэїШјУ№¤»ъґІјУ№¤ЛщРиNCґъВлЈ¬°ґПВGenerate NCCode in Batch ModeЈ¬ФЪµЇіц¶Ф»°їтЙиЦГ»ъґІАаРНЈ¬јУ№¤ґъВлАаРНЈ¬µг»чExcuteјґїЙЙъіЙNCјУ№¤ґъВлЈ¬ИзНј6ЛщКѕЎЈ










 Х㹫Нш°І±ё 33038102331908єЕ
Х㹫Нш°І±ё 33038102331908єЕ
