·ыєПКРіЎРиЗуµДІЈБ§ЖїЦЖФміМРт
ІЈБ§ЖїЙъІъ№эіМЦРЈ¬»бІъЙъёчЦЦµДИ±ПЭІъЖ·Ј¬ёшІъЖ·ґшАґСПЦШТю»јЎЈОЄБЛМбёЯІЈБ§Жїіці§ЦКБїЈ¬ІЈБ§Жїі§јТПЦФЪїїИЛ№¤јмІйМфіэ·ПЖ·ЎЈµ«ИЛ№¤јмІйЛЩ¶ИВэЈ¬РиТЄХјУГґуБїµДИЛБ¦ЎўОпБ¦ЧКФґєНіЎµШЧКФґЈ¬¶шЗТИЛСЫј«ТЧіцПЦЖЈАНєНКиєцµДЗйїцЎЈЛжЧЕјЖЛг»ъјјКхІ»¶П·ўХ№Ј¬ПЦФЪТСѕЦрІЅК№УГјЖЛг»ъґъМжИЛ№¤ЅшРРЦКБїјмІвЈ¬ХвСщјмІв±кЧјїЙТФНЁ№эПµНіЅшРРЙиЦГЈ¬І»КЬЦч№ЫТтЛШµДУ°ПмЈ¬Б¬РшЧјИ·їЙїїµШНкіЙјмІв№¤ЧчЎЈ
ІЈБ§ЖїЦКБїјмІвТЄЗу
±ѕПµНіХл¶ФТ©УГІЈБ§ЖїµДИ±ПЭјмІвЈ¬°ьАЁ°ЧЙ«ЖїЎўЧШЙ«Жїј°УРїМ¶ИµДІЈБ§ЖїµИЈ¬ИзНј1ЛщКѕЎЈ



Нј1 ґэјмІвІЈБ§ЖїКѕАэ
ПµНіЦчТЄјмІв№¦ДЬ°ьАЁЈє
AЎўіЯґзјмІвЈЁ°ьАЁІЈБ§ЖїЖїёЯЎўІЈБ§ЖїЙнНвѕ¶ЎўІЈБ§ЖїїЪНвѕ¶ЎўІЈБ§ЖїїЪёЯ¶ИµИЈ©Ј»
B\ІЈБ§ЖїЙнНв№ЫИ±ПЭЈЁ°ьАЁЖшЕЭЎўФУЦКЎўсЮЦеЎўєбКъМхОЖЎўХіБ¬ЎўЅбКЇЎўБСОЖЎўїМєЫЎўІБЙЛј°ГчПФµДУНФаЎўКЦУЎµИЈ©Ј»
CЎўІЈБ§ЖїµЧИ±ПЭґУІаГжїЙТФЕДЙгµЅЈЁ°ьАЁЖїµЧ°јН№І»ЖЅЎўµЧґМЎўЖ«µЧµИЈ©Ј»
DЎўІЈБ§ЖїјзІїИ±ПЭЈЁ°ьАЁР±јзЎўНбЖїЎўУлЖїЙнАаЛЖµДНв№ЫИ±ПЭµИЈ©Ј»
EЎўІЈБ§ЖїїЪІї·ЦµДјмІвДЪИЭКЗіэБЛјмІвІЈБ§ЖїЖїЙнНв№ЫЙПДЗР©И±ПЭАаРННвЈ¬»№РиТЄјмІвИ±їЪЎўЖЖїЪЎўФІїЪІ»ЖлµИИ±ПЭЎЈ
УІјюЙијЖ
ёщѕЭјмІвИ±ПЭАаРНµДРиЗуЈ¬ПµНіІЙУГОеМЁёЯЛЩЙгПс»ъЈ¬µ±ІЈБ§ЖїФЪґ«ЛНґшЙПµДФЛ¶Ї№эіМЦРЈ¬ПµНіІЙУГНⴥ·ў·ЅКЅФЪ№М¶ЁО»ЦГЧјИ·ЧҐЕДЛДёцІаГжµДНјПсєНТ»ёцІЈБ§ЖїїЪНјПсЈ¬И»єуНјПсґ«КдµЅБЅМЁёЯРФДЬґ¦АнЖчЦРЅшРРґ¦АнєН·ЦОцјЖЛгЈ¬ЖдЅб№ы»гЧЬµЅТ»МЁ·юОсЖчЙПЅшРРНіТ»їШЦЖєНПФКѕЎЈЙгПс»ъСЎУГґуєгDH-HV1310FMЈ¬·Ц±жВКОЄ1280*1024Ј¬Ц§іЦ8bit»т12bitКдіцЎЈЛДёцІаГжЙгПс»ъЦ®јдµДјРЅЗОЄ90¶ИЈ¬±ЈЦ¤ХыёцЖїµДјмІвГ»УРГ¤ЗшЎЈІЈБ§ЖїїЪІї·ЦµҐ¶АІЙУГТ»ёцПа»ъЅшРРґ¦АнЈ¬ІЙУГНлРОµЖ№вФґЅшРРЕДЙгНјПсЎЈ
ёщѕЭИ±ПЭµДМШХчЧЫєП·ЦОцЈ¬·ўПЦ¶ФУЪІЈБ§ЖїЙнНвІаИ±ПЭЈ¬ІЙУГёЯББ¶И±і№вФґµДґт№в·ЅКЅДЬєЬєГµШ·ґУіёчЦЦИ±ПЭЈ»¶ФУЪІЈБ§ЖїїЪ±нГжИ±ПЭЈ¬їјВЗЙъІъПЯМШµгєНід·Ц·ґУіІЈБ§ЖїїЪ±нГжИ±ПЭµДТЄЗуЈ¬ЧФРРЙијЖТ»ЦЦНлРО№вФґЈ¬ХвСщФЪІ»ёД±дПЦУРЙъІъПЯЙи±ёЙПєЬєГµШјмІвІЈБ§ЖїїЪІї·ЦИ±ПЭЎЈ
УЙУЪЙъІъПЯЙПІЈБ§ІЈБ§ЖїµДАаРНїЙДЬ»бёщѕЭРиЗуѕіЈёь»»(ІЈБ§ЖїёЯ¶И·¶О§ФЪ15-150mm)Ј¬ѕµН·µДСЎФсОТГЗід·ЦїјВЗХвёцТтЛШЈ¬ІЙУГµДКЗcomputar№«ЛѕµДM3Z1228C-MP±дЅ№ѕµН·Ј¬ФЪ±ѕПµНіЦР»сµГЅПєГµДНјПсЈ¬Н¬К±ВъЧгІ»Н¬іЯґзµДІЈБ§ЖїФЪКУіЎДЪіЙПсТЄЗуЎЈ
Н¬К±ЙијЖТ»ёцЧЁУГµДРЕєЕґ¦АнЖчЈ¬ЅУКХґ¦Анґ«ёРЖчµДґҐ·ўРЕєЕЈ¬Н¬К±Ѕ«ґҐ·ўРЕєЕЧЄ·ўµЅЙгПс»ъЎЈБнНвїЙУЙЅУКХНјПсґ¦АнЖч·ўЛНАґµДМЮ·ПРЕПўЈ¬НЁ№э±аВлЖчЧФ¶ЇјЖЛгСУіЩРРКэІўЧјИ·КдіцМЮ·ПґҐ·ўРЕєЕЎЈ
УІјюХыМеЅб№№ИзНј2ЛщКѕЈє
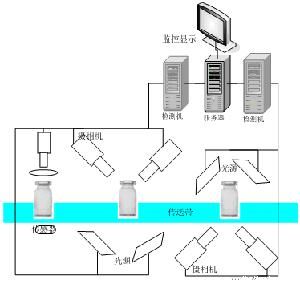
Нј2 УІјюПµНіЅб№№ФАнНј
ИнјюЙијЖ
ХыёцПµНіИнјюІЙУГVC++6.0їЄ·ўЈ¬·ЦОЄБЅёцІї·ЦЈє·юОсЖчІї·ЦНкіЙРЕПўµДЧЫєПЈ¬КэѕЭґжґўТФј°єуРшµДјмІвЅб№ыРЕПўНіјЖ·ЦОцЈ»јмІв¶ЛІї·ЦЦчТЄНкіЙНјПсІЙјЇєНИ±ПЭ·ЦОцЎЈ¶ФУЪјмІвПµНіАґЛµЈ¬ЖдєЛРДІї·ЦОЄИ±ПЭјмІвЛг·ЁІї·ЦЈ¬ПµНіЛг·ЁІї·ЦКЗ»щУЪDHImageївµД»щґЎЙПЧФРРїЄ·ўНкіЙЈ¬јмІвЛг·ЁБчіМИзНј3ЛщКѕЎЈ

Нј3 јмІвЛг·ЁБчіМНј
УЙУЪФЪЙъІъПЯЦРКдЛНІЈБ§µДґ«ЛНґшУРК±»б·ўЙъ¶¶¶ЇЈ¬µјЦВЕДЙгµДІЈБ§ЖїНјПс·ўЙъЗгР±Ј¬ОЄБЛѕ«И·µШІвБїПа№ШіЯґзЈ¬ОТГЗ±ШРл¶ФІЈБ§ЖїЅшРР¶ЁО»ЎЈПµНіКЧПИІйХТІЈБ§ЖїНвВЦАЄЈ¬И»єуІЙУГ»щУЪВЦАЄЕдЧјµД·Ѕ·ЁАґѕ«И·¶ЁО»Ј¬ХвОЄєуРшіЯґзІвБїМṩєЬєГµШ±ЈЦ¤ЎЈОЄБЛјхЙЩНјПс±ЯФµєЬ¶аТхУ°ёЙИЕЈ¬Н¬К±»сµГѕЎїЙДЬґуµДјмІвЗшУтЈ¬ОТГЗФЪ·ЦОцИ±ПЭЗ°ФцјУБЛТ»ёцЛСЛчјмІвЗшУтµДІЅЦиЈ¬ЦчТЄѕНКЗёщѕЭІЈБ§ЖїЧФЙнМШµгЧФ¶ЇјЖЛгДЪІїКµјКЗшУтЈ¬Н¬К±¶ФУЪТ»Р©ФЪ±ЯФµµДИ±ПЭ(ЖшЕЭЈ¬БСОЖ)ЅшРРФ¤ЕРЎЈФЪєуГжµДBLOB(Б¬НЁЗшУтїйЈ¬їЙДЬКЗИ±ПЭ»тКЗёЙИЕ)·ЦОцЦРЈ¬ОТГЗід·ЦїјВЗІЈБ§Жї№ТЛЄІ»ѕщФИРФЈ¬ІЈБ§Жїєс¶ИІ»ѕщФИРФµИµДУ°ПмЈ¬Іў¶Ф±ЎЖ¤ЎўХЁЙнµИІ»ГчПФИ±ПЭМШХчЅшРРЙоИл·ЦОцЈ¬ЖдЦРІї·ЦИ±ПЭНјПсКѕАэИзНј4ЛщКѕЈ¬їЄ·ўТ»МЧЧЁГЕХл¶ФІЈБ§ЖїИ±ПЭ·ЦОцµДЛг·ЁДЈїйЎЈ
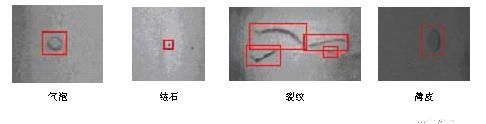
Нј4 Ії·ЦИ±ПЭНјПс
ПЦіЎІвКФЅб№ы
ФЪПµНіїЄ·ўЅЧ¶ОЈ¬ОТГЗФЪКµСйКТІЙУГУлПЦіЎАаЛЖµДґ«ЛНґшєНКдЖї»ъµИ»ъРµЙи±ёЈ¬ЙијЖ°ІЧ°Т»МЧІЈБ§ЖїЧФ¶ЇКдЛНПµНіЈ¬НЁ№эФЪКµСйКТБ¬РшТ»ёцФВµДПµНіІвКФєуЈ¬ОТГЗ°СХвМЧПµНі·ЦЅЧ¶ОµШ°ІЧ°ФЪ°ЧЙ«ЖїЎў°ЧЙ«ґшїМ¶ИЖїЎўЧШЙ«ЖїЎўЧШЙ«ґшїМ¶ИЖїТФј°№ЬЖїЙъІъПЯЈ¬ЖдПµНіЦчјаїШЅзГжИзНј5ЛщКѕЎЈ

Нј5ПµНіФЛРРЦчЅзГж
ФЪКµјКК№УГЦРОТГЗёщѕЭёчЦЦІ»Н¬ЦЦАаІЈБ§ЖїМШµгЈ¬НкЙЖјмІвЛг·ЁЈ¬ЧоєуЅшРРУЕ»ЇХыєПЈ¬ПЦФЪјмІвПµНіёщѕЭСЎФсІ»Н¬СЎПоЈ¬Бй»оµШёщѕЭЙъІъРиТЄјмІвІ»Н¬ЦЦАаµДІЈБ§ЖїЎЈ
НЁ№эТ»Дк¶аПЦіЎК№УГ±нГчЈ¬ёГПµНіНкИ«ДЬВъЧгТ©УГІЈБ§ЖїЦКБїјмІвТЄЗ󣬴уґуМбёЯЖдЙъІъР§ВКЈ¬Н¬К±ОЄЙъІъєПёсµДІъЖ·МṩУРР§±ЈЦ¤ЎЈµ«ОЄБЛМṩНкГАµДјмІвЙи±ёЈ¬ОТГЗФЪ±ЈЦ¤ПЦУРјмІвЛЩ¶ИµДН¬К±РиТЄФЪТФПВјёёц·ЅГжјМРшСРѕїЈє¶ФУЪЖїїЪУРВЭОЖІї·ЦИ±ПЭµДСРѕїЈ»¶ФУЪІ»№жФтїМ¶ИІї·ЦИ±ПЭµДСРѕїЈ»¶ФУЪЖїµЧІї·ЦРЎИ±ПЭСРѕїЈ»НкЙЖ¶ФИ±ПЭІЈБ§ЖїµДґнОуАаРННіјЖ·ЦОцЈ¬ОЄ№¤і§ёДЅшЙъІъ№¤ТХМṩІОїј









 Х㹫Нш°І±ё 33038102331908єЕ
Х㹫Нш°І±ё 33038102331908єЕ
